Introduction — a small scene, a big question
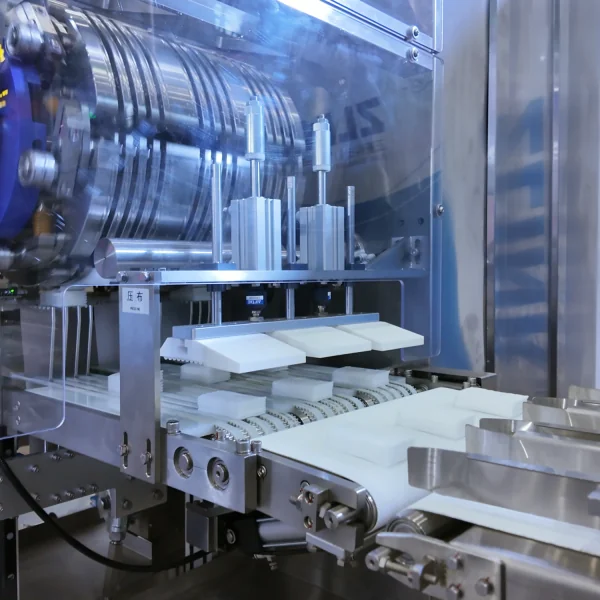
I once stood on a factory floor watching rolls of tissue speed past us, thinking: if one belt jammed, the whole shift stopped. That little moment explains why I pay attention to every detail when we talk about a wholesale wet wipe production line. Production counts—real numbers: a mid-size line can produce 2,000–8,000 packs per hour, but that rate drops fast with packing hiccups (and overtime bills pile up). So I ask: what hidden faults are quietly eating your margin and your time?
I’ll walk you through what I see: small failures, overlooked user pain, and a few quick checks you can run tomorrow. We’ll keep this step-by-step, practical, and honest — no fluff. Next, I’ll examine the specific problems around wet wipe packaging and why the usual fixes leave gaps.
Deeper look: Why wet wipe packaging still trips up lines
wet wipe packaging often bears the brunt of cost and speed conflicts. I’ve seen high-speed form-fill-seal machines choke because upstream tissue rewinder settings were off by a hair. The typical fixes—faster belts, bigger motors—ignore root causes like inconsistent web tension and poor die-cutting alignment. Technical terms matter here: servo motor tuning, PLC logic, ultrasonic sealing frequency. These aren’t buzzwords; they’re the levers that actually change outcomes.
Look, it’s simpler than you think: packaging failure usually hides behind three things—material variance, control lag, and human handoffs. Material variance (thickness, moisture) disrupts slitting and lamination. Control lag in PLC sequences or faulty sensors causes misfeeds. Human handoffs—shift-to-shift—introduce setup drift. I feel strongly that most suppliers propose hardware upgrades before diagnosing control logic or operator workflow. That’s why you see recurring jams even after spending on “better” machines — funny how that works, right?
So what exactly goes wrong?
Short answer: alignment and timing. Long answer: mismatched tension across rollers, uneven adhesive spread, and inconsistent pack sealing temperature. Add in a weak SPC (statistical process control) loop and you’ve got variability that eats yield. I recommend simple checks: measure web tension every hour, record seal temperature, and log die-cut tolerances. These steps reveal patterns faster than blind upgrades.

New technology principles and a practical outlook
Now I want to shift forward. I’ll outline principles that actually help your wet wipe packaging line—principles you can test without buying a whole new factory. First: feedback, not just feedforward. Smart sensors and edge computing nodes can close loops on web tension and seal temperature in real time. Second: modular automation. A replaceable servo-driven packing head is cheaper than replacing the entire FFS machine later. Third: data-first commissioning—use simple dashboards to watch mean time between failures. These are technical ideas, but they’re practical. Oh, and implement them stepwise; don’t try to do everything at once.
What I find promising is that modern upgrades don’t require exotic parts. Swap in better PID tuning for the servo motor, add a second temperature probe for ultrasonic sealing, and tighten PLC interlocks to reduce false cycles. The result? Fewer misfeeds, higher first-pass yield, less waste. — you’ll cut downtime and lower scrap rates. If you still doubt it, run a two-week A/B test on one line. I did that once and the improvement was clear within days.
What’s Next — actionable metrics to choose solutions
Before you commit to changes, evaluate options by three metrics I use: 1) Yield improvement potential (projected % increase in first-pass yield), 2) Mean time to repair (how quickly can operators fix the issue), and 3) Data visibility (can the upgrade report live KPIs like seal temperature, web tension, and pack count?). Measure those, and you’ll pick upgrades that deliver returns instead of just shiny features.
To close, I’ll be frank: I prefer small, measurable steps over grand overhauls. Start with diagnostics, then add targeted control upgrades and better sensors. You’ll see reduced jams, fewer rejects, and calmer shifts. If you want a practical partner, check the practical lines and solutions from ZLINK. We’ve learned—through trial, error, and incremental wins—what works on the wholesale wet wipe production line. And I’ll tell you this: the improvements feel better than the invoices look.